启动信号I0.0和停止信号I0.1持续为ON的时间般都短。该电路最主要的特点是具有“记忆”功能。


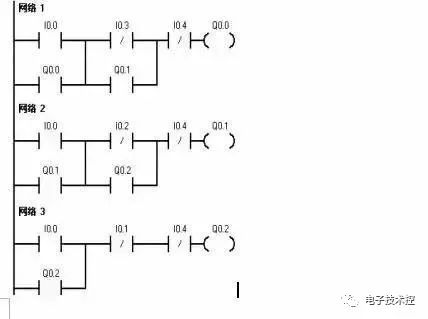
1. 单向顺序启动控制电路是按照生产的基本工艺预先规定的顺序,在各个输入信号的作用下,生产的全部过程中的各个执行机构自动有序动作。只有Q0.0启动后,Q0.1方可启动,Q0.2必须在Q0.1启动完成后才可以启动。

2. 单向顺序停止控制电路就是要求按一定顺序停止已经执行的各机构。只有Q0.2被停止后才可以停止Q0.1,若想停止Q0.0,则必须先停止Q0.1。I0.4为急停按钮。
1.延时启动控制 设计延时启动程序,要利用中间继电器(内部存储器M)的自锁状态使定时器能连续计时。定时时间到,其常开触点动作,使Q0.0动作。
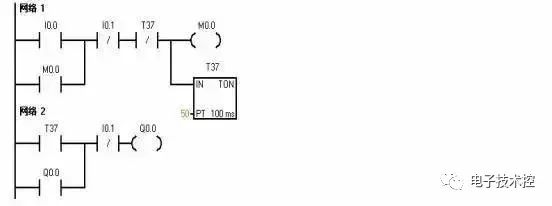
2.延时停止控制 定时时间到,延时停止。I0.0为启动按钮、I0.1为停止按钮。
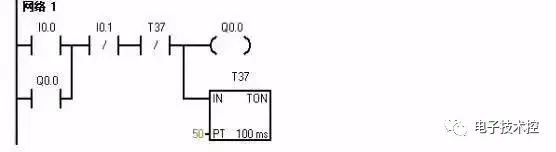
3.延时启停控制电路该电路要求有输入信号后,停一段时间输出信号才为ON;而输入信号0FF后,输出信号延时一段时间才OFF。T37延时3 s作为Q0.0的启动条件,T38延时5 s作为Q0.0的关断条件。
应用程序设计过程中,应正确选择能反映生产的全部过程的变化参数作为控制参量来控制;应正确地处理各执行电器、各编程元件之间的互相制约、互相配合的关系,即互锁关系。应用程序的设计方法有多种,常用的设计方法有经验设计法、顺序功能图法等。
经验设计法要求设计者具有较丰富的实践经验,掌握较多的典型应用程序的基本环节。根据被控对象对控制管理系统的要求,凭经验选择基本环节,并把它们有机地组合起来。其设计过程是逐步完善的,一般不易获得最佳方案。程序初步设计后,还需反复调试、修改和完善,直至满足被控对象的控制要求。
经验设计法的设计不规范,没有一个普遍的规律可循,具有一定的试探性和随意性。
(1)“输入继电器”的状态由外部输入设备的开关信号驱动,程序不能随意改变它。
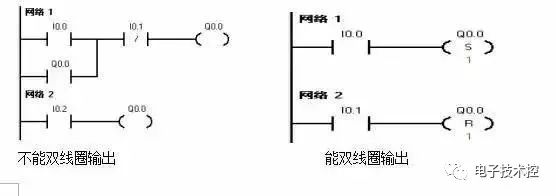
(2)梯形图中同一编号的“继电器线圈”只能出现一次,通常不能出现,但是它的触点可以无限次地重复使用。
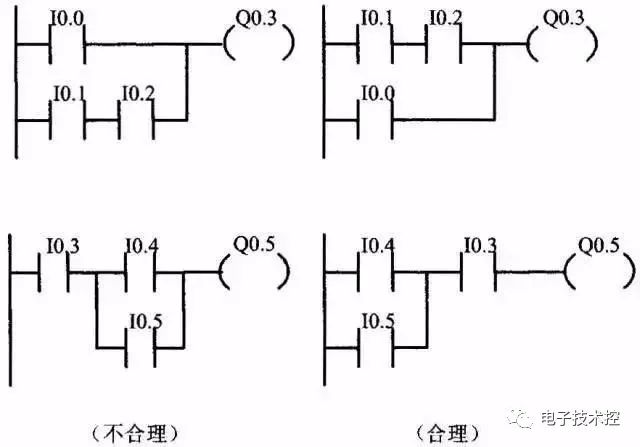
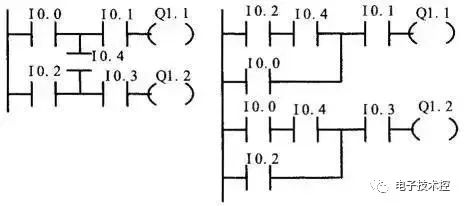
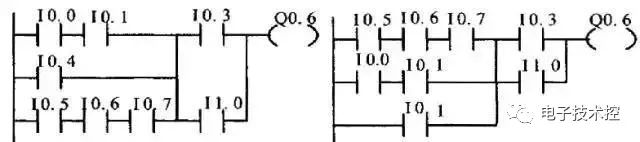
(3)几个串联支路相并联,应将触点多的支路安排在上面;几个并联回路的串联,应将并联支路数多的安排在左面。按此规则编制的梯形图可减少用户程序步数,缩短程序扫描时间。
(4)程序的编写按照从左至右、自上至下的顺序排列。一个梯级开始于左母线,终止于右母线,线圈与右母线直接相连。
(1)先编制I/O分配表,后设计梯形图。先对输入、输出信号及内部线圈进行编号分配,再确定PLC各输入/输出接线端子的实际接线)合理排列梯形图,使输入/输出响应滞后现象不影响实际响应速度。通常可根据工艺流程图按动作先后顺序排列各输出线圈,同时兼顾内部线圈、时间继电器等线圈的排列顺序,使输入/输出延迟响应不影响实际输出对响应速度的要求。
(3)高速计数指令、高速脉冲输出指令应尽量放在整个用户程序的前部。由于高速计数器和高速脉冲串发生器与CPU之间的信息交换是在I/O扫描时进行的,所以在执行其他命令时就可能会影响高速计数器、高速脉冲串发生器与CPU之间的信息交换,甚至有可能丢失脉冲。
(4)在PLC输入端子接线图中,对于同一个发信元件,通常只需选其中某一触点(例如常开触点或常闭触点)接入输入端子,即对一个发信元件,它只能占一个输入地址编号。
(5)合理接入输入信号的触点(常开或常闭触点),提高设备的可靠性、安全性。PLC实际I/O接线图中,某输入信号(如按钮)究竟是接入电器的常开触点还是常闭触点,应从设备的可靠性、安全性角度考虑。当输入端接线故障断线时,设备状态应向着安全的状态发展。因此,停止按钮应以常闭触点接入PLC输入接线端子,而启动按钮应以常开触点接入PLC输入接线端子(为便于理解,本书前面章节各图均按常开触点接入处理)。
(6)从安全考虑,重大安全部分不接入PLC的输入端,而做硬件处理。例如,紧急停车按钮、互锁触点、紧急限位开关、热继电器控制触点等,接至PLC的输出端子上,直接对输出负载(KM1、KM2)来控制,以保证PLC故障时不损坏设备,不造成重大安全事故。
(7)应保证有效输入信号的电平保持时间。要保证输入信号有效,输入信号的电平保持时间必须大于PLC一个扫描周期。除非对开关量输入信号设置允许脉冲捕捉功能,这样就允许PLC捕捉到维持的时间很短的脉冲。
(8)PLC指令的执行条件有信号电平有效和跳变有效的区别,编程时应加以注意。
(9)由电气控制图转换为梯形图时应注意:对旧设备改造时可借鉴原继电器控制电路图转换为梯形图。继电器控制电路图中的电器触点大多为先断后合型,而PLC梯形图中的“软继电器”的常开触点和常闭触点的状态的转换是同时发生的。设计梯形图时可使用延迟电路(如利用内部时间继电器延迟或利用PLC循环扫描工作方式而产生的输入/输出延迟响应)来模拟先断后合型电器的功能。
功能表图(FuncTIon Chart Diagram)是用图形符号和文字叙述相结合的方法,全面描述控制管理系统,含电气、液压、气动和机械控制管理系统或系统某些部分的控制过程、功能和特性的一种通用语言。在功能表图中,把一个过程循环分解成若干个清晰的连续阶段,称为“步”(Step),步与步之间由“转换”分隔。当两步之间的转换条件满足,并实现转换,上一步的活动结束,而下一步的活动开始。一个过程循环分的步越多,对过程的描述就越精确。
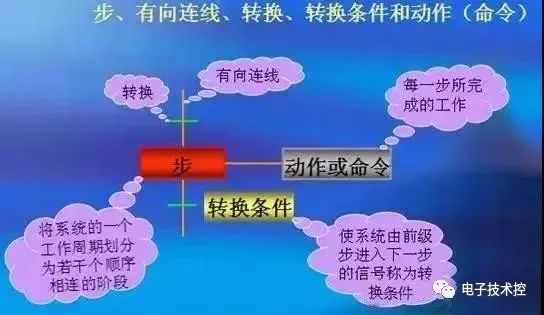
在控制系统的一个工作周期中,各依次顺序相连的工作阶段,称为步或工步,用矩形框和文字(或数字)表示。步有两种状态:“活动步、“非活动步” 、“初始步”:一系列活动步决定控制过程的状态。对应控制过程开始阶段的步,每一个功能表图至少有一个初始步,初始步用双线.动作
在功能表图中,命令(Command)或称动作(AcTIon)用矩形框文字和字母符号表示,与对应步的符号相连。一个步被激活,能导致一个或几个动作或命令,亦即对应活动步的动作被执行。若某步为非活动步,对应的动作返回到该步活动之前的状态。对应活动步的所有动作被执行,活动步的动作能是动作的开始、继续或结束。若有几个动作与同一步相连,这些动作符号可水平布置,也可垂直布置。
有向连线将各步按进展的先后顺序连接起来,它将步连接到转换,并将转换连接到步。有向连线指定了从初始步开始向活动步进展的方向与路线。有向连线可垂直或水平布置。为了使图面更加清晰,个别情况下也叫用斜线。在功能表图中,进展的走向总是从上至下、从左至右,因此有向连线的箭头可以省略。如果不遵守上述进展规则,必须加注箭头。若垂直有向连线与水平有向连线之间没有内在联系,允许它们交叉,但当有向连线与同一进展相关时,则不允许交叉。在绘制功能表图时,因图较复杂或用几张图表示有向连线必须中断,应注明下一步编号及其所在的页数。
在功能表图中,生成活动步的进展是按有向连线指定的路线进行的,进展由一个或几个转换的实现来完成。转换的符号是一根短画线,与有向连线相交,转换将相邻的两个步隔开。如果通过有向连线连接到转换符号的所有前级步都是活动步,该转换为“使能转换”,否则该转换为“非使能转换”。只有当转换为使能转换且转换条件满足时,该转换才被实现。某转换实现,所有与有向连线和相应转换符号相连的后续步被激活,而所有与有向连线和相应转换符号相连的前级步均为非活动步。
所谓转换条件是指与该转换相关的逻辑变量,可以是线)。如果逻辑变量为真,转换条件为“l”,转换条件满足;如果逻辑变量为假,转换条件为“0”,转换条件不满足。只有当某使能步转换条件满足时,转换才成立。
选择序列的开始称为分支,转换符号只能标在水平线之下,每个分支上一定要有一个或一个以上的转换条件,且具有优先级。
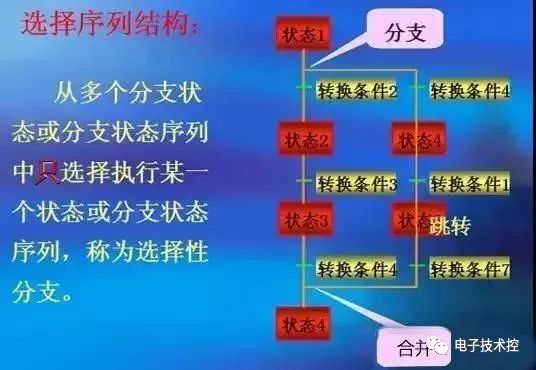
选择序列的结束称为合并,几个选择序列合并到一个公共序列时,转换符号只能标在水平线之上。
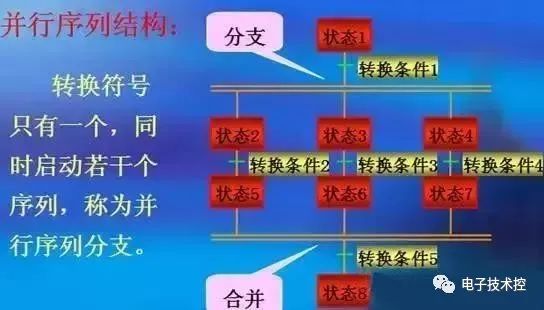
并行序列的结束称为合并。转换符号在水平线以下,当双水平线之上的所有前级都处于活动状态时,且转换条件成立,则下一步被激活。同时所有前级步都变为不活动步。
(3)状态与转移、转移与状态之间的连接采用有向线段,自上向下画时,可以省略箭头。当有向线段从下向上画时,必须画上箭头,以表示方向。
(1)顺控指令仅对元件S有效,顺控继电器S也具有一般继电器的功能,所以对它可使用其他指令。
(2)SCR段程序能否执行取决于该状态器(s)是否被置位,SCRE与下一个LSCR之间的指令逻辑不影响下一个SCR段程序的执行。
(3)不能把同一个S位用于不同程序中,例如:如果在主程序中用了S0.1,则在子程序中就不能再使用它了。
(4)在SCR段中不可以使用JMP和LBL指令,就是说不允许跳入、跳出或在内部跳转,但可以在SCR段附近使用跳转和标号指令。
(6)在状态发生转移后,所有的SCR段的元器件一般也要复位。如果希望继续输出,可使用置位/复位指令。
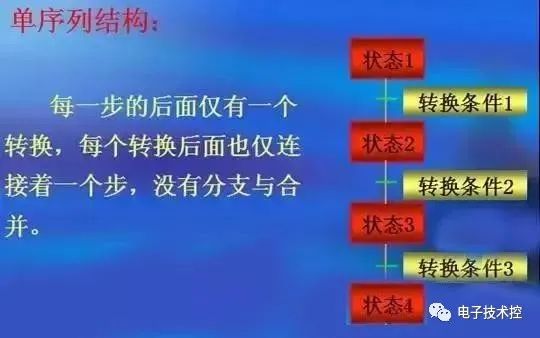
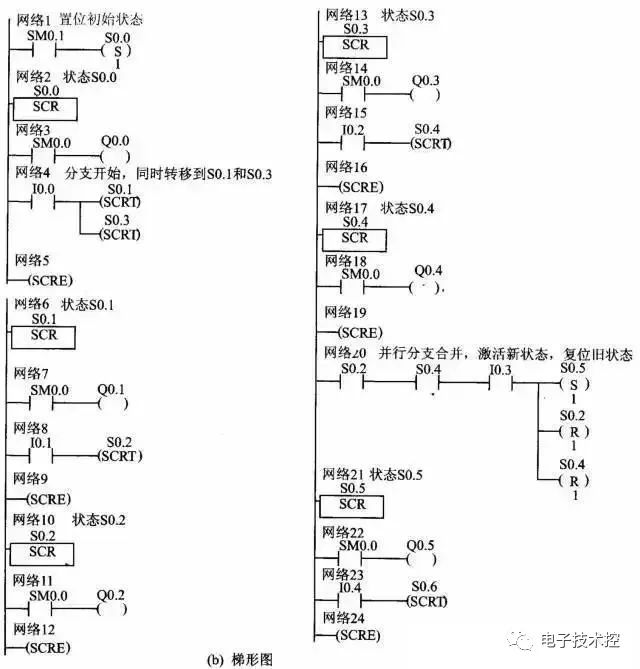
这是最简单的功能图,其动作是一个接一个地完成的。每个状态仅连接一个转移,每个转移也仅连接一个状态。如图示为单流程的功能图、梯形图和语句表。
在生产实际中,对具有多流程的工作,要进行流程选择或者分支选择。即一个控制流可能转入多个可能的控制流中的某一个,但不允许多路分支同时执行。到底进入哪一个分支,取决于控制流前面的转移条件哪一个为真。
在许多实例中,一个顺序控制状态流必须分成两个或多个不同分支的控制状态流,这就是并行分支。当一个控制状态流分成多个分支时,所有的分支控制状态流必须同时激活。当多个控制流产生的结果相同时,可以把这些控制流合并成一个控制流,即并行分支的连接。在合并控制流时,所有的分支控制流必须都是完成了的。这样,在转移条件满足时才能转移到下一个状态。并行顺序一般用双水平线表示,同时结束若干个顺序也用双水平线表示。
编辑:什么鱼 引用地址:PLC控制的基本电路 PLC梯形图经验设计及注意事项
引言 在数字控制机床中, 通常用可编程控制器( PLC) 对机床开关量信号来控制。PLC可靠性高, 使用起来更便捷。但在大多数数字控制机床, 特别是经济型数控机床中, 要求的输入输出点数并不多, 通常在60点以下,因此, 为降低数字控制机床成本, 在基于工业PC机的数控系统中, 能够使用开关量I/O板加外接继电器,配合主机的软件对机床开关来控制。但如果PC机采用单任务操作系统(如DOS) , 数控系统的所有任务运行都置于一个总体的消息循环中, 软件的模块化和可维护性较差, 系统故障的风险相对集中, 并且不可以充分的利用PC机系统资源。而采用非实时多任务操作系统(如Windows) 时, Win32 API的设计没有考虑到实时环境的
打开plc梯形图。 335行,是每个扫描周期都做一次加法,结果存在D2888中。 343行,是年的末两位,等于10进制常数5,即2005年。月等于10进制6。即6月,合起来是2006年6月, 354行,362行这两行都是条件跳转到p6,能够正常的看到这个跳转其实只条过了371行。而371行做的事就是所有输出清零然后跳转到p9。看来只要362行或是354行的跳转条件满足就可以到p6。在“炸弹”M888没有触发以前系统都是通过362行的跳转指令正常运行的。一旦触发,由于M888是固定停电保持区,不会复位。所以,如果不想办法在354行跳转到p6,程序将没有一点输出。一个暴力的解决办法是越过这个“炸弹”,在254行前插入一行直接跳转
摘要:我国的聚丙烯(PP)产量占世界产量的10%以上,而长期以来国内聚丙烯产品的包装却长期处在人工套袋的半自动包装状态。针对PP树脂的特点,专门设计了全自动包装码跺生产线工艺流程,介绍了以PLC为基础的全自动包装码跺生产线控制管理系统,重点说明了控制管理系统的硬件配置、输入输出分配和软件设计。全自动包装码垛线改变了国内PP产品包装的落后局面,值得在PP包装领域推广。 关键词:全自动包装码垛生产线;PLC;控制管理系统;聚丙烯 聚丙烯具有耐温、耐油、抗冲击等特性,有良好的加工性能。以往聚丙烯包装大致上可以分为人工称量、手封口、人工堆放等。当闪蒸釜中的物料经闪蒸结束,乙烯气检验合格后,打开釜底的气动球阀和手动球阀,包装工手拿包装袋,撑开袋口,袋底搁
的包装码垛生产线的设计 /
我们常常看到很多非常经典的运算放大器应用图集,但是这些应用都建立在双电源的基础上,很多时候,电路的设计者必须用单电源供电,但是他们不知道该如何将双电源的电路转换成单电源电路。 在设计单电源电路时需要比双电源电路更加小心,设计者必须要完全理解这篇文章中所述的内容。 1.1 电源供电和单电源供电 所有的运算放大器都有两个电源引脚,一般在资料中,它们的标识是VCC+和VCC-,但是有一些时候它们的标识是VCC+和GND。这是因为有些数据手册的作者企图将这种标识的差异作为单电源运放和双电源运放的区别。但是,这并非是说他们就一定要那样使用――他们可能可以工作在其他的电压下。在运放不是按默认电压供电的时候,需要参考运放的数据手册,特
解析 /
我猜,有一些同行对PLC控制管理系统中的算法的认知,可能有一些谬误。 可能是他们在入门学习时候,经受了一些不靠谱的培训课程的误导,告诉他们算法为王,算法为王。严重夸大了算法在整个控制管理系统中的重要性。 比如, 我发的80模拟量标准答案的文章,就有读者在后面短短几十个字内,把算法和循环逻辑回复给我了,告诉我那是他的更优答案。 (* 工程量:=模拟量/27648*量程 *)用数组,800个模拟量也就一个for搞定。 FOR #ii := 1 TO 80 BY 1 DO g_rActSensorH :=rSensorAnalogH /27648.0 * rSetSensorRangeH ; 以及那个扔了一个FC给我的家伙。
系统中的重要性 /
PLC梯形图编程是一种用于计算机控制管理系统中的图解语言,它是为了方便工程师进行程序设计和维护工作而发展出来的。与其他编程语言类似,PLC梯形图编程语言也具有一定的语法和规则,但它与C/C++或Java等高级编程语言相比,更简单明了。 PLC梯形图编程的核心概念是梯形图。梯形图是一种由水平和垂直线条构成的图形,通常用于表示电路的逻辑关系。在PLC梯形图编程中,梯形图用于表示一个程序的逻辑关系。 PLC梯形图编程的主要要素包括输入、输出和逻辑元件。其中,输入和输出指的是PLC系统与物理世界之间的接口,如传感器和执行器;逻辑元件则用于描述输入和输出之间的逻辑关系。PLC梯形图编程的逻辑元件包括控制器、计数器、定时器、
PLC控制柜是指成套的控制,可实现电机,开关的控制的电气柜。 PLC控制柜有过载、短路、缺相保护等功能。其结构紧密相连、工作稳定、功能齐全,能够准确的通过实际控制规摸大小进行组合,既能轻松实现单柜自动控制,也能轻松实现多柜通过工业以太网或工业现场总线网络组成集散(DSC)控制管理系统,能适应任何大小规模的工业自动化控制场合,被大范围的应用在电力、冶金、化工、造纸、环保污水处理等行业中。 PLC控制柜可完成设备自动化和过程自动化控制,实现完美的网络功能,稳定性很高、可扩展、抗干扰强等特点,是现代工业的核心和灵魂。用户都能够根据自身需求设计PLC控制柜、变频柜等,并可搭配人机界面触摸屏,达到轻松操作的目的。 典型应用有恒压供水、空压机、风机水泵、中央空调、港口
解锁【W5500-EVB-Pico】,探秘以太网底层,得捷电子Follow me第4期来袭!
有奖直播 与英飞凌一同革新您的电动汽车温控系统:集成热管理系统(低压侧)
德州仪器新发布符合 AEC-Q100 标准的 MSPM0 MCU,助力优化汽车车身控制模块设计
汽车慢慢的变成了现代人出行的必备工具,随着科学技术的进步,它不仅提供了便捷的交通方式,还慢慢的变成为未来生活的“第三空间”。驾驶者和乘客对汽车 ...
2023年12月21日,中国– 意法半导体发布了STM32 ZeST*(零速满转矩)软件算法。该算法运行在STM32微控制器上,让无感电机驱动器能够在零转 ...
英特尔 Gaudi2C AI 加速卡现身 Linux 驱动,消息称是中国版
12 月 20 日消息,今年 7 月,英特尔面向中国市场推出了一款 Gaudi2 处理器,主要使用在于加速 AI 训练及推理。据 Phoronix 报道 ...
12月19日,摩尔线程首个全国产千卡千亿模型训练平台——摩尔线程KUAE智算中心揭幕仪式在北京成功举办...
现代世界正逐渐采用更自然的人机界面(HMI)。我们不但可以与智能音箱交谈,还可以在纸张般的电子阅读器上阅读。电子科技类产品已是我们的数字 ...
Achronix提供由FPGA赋能的智能网卡(SmartNIC)解决方案来打破智能网络性能极限

嵌入式处理器嵌入式操作系统开发相关FPGA/DSP总线与接口数据处理消费电子工业电子汽车电子其他技术存储技术综合资讯论坛电子百科



